Contents [show]
Main Concept
Thermal desorption is a remediation method used to clean contaminated soils. This method uses heat to vaporize the contaminants, and as such only works for volatile contaminants. These include mostly organic wastes composed of hydrocarbons, such as oil refining wastes, coal tar wastes, wood-treating wastes, creosotes, chlorinated solvents, fuels, PCBs, mixed wastes, synthetic rubber processing wastes, pesticides, and paint wastes (Sharma et al., 2004). By applying heat to the contaminated soils, the wastes with low boiling points are forced to turn into a vapor which can be collected and treated in an off gas treatment unit. This allows the soil to be used again for other purposes without any issues of contamination. This advantage is often considered valuable since landfill space can usually be preserved and the soil can simply be replaced rather than transporting it offsite.
In order to use thermal desorption, several soil characteristics must be taken into account. These include the moisture, the plasticity, heat capacity, particle size, and bulk density of the influent soil. If the moisture content of the soil is too high (usually above 20%), the cost of treatment is significantly greater due to the extra energy used to dry the soil beforehand. Soils made up of a large percentage of fines (i.e. clays and silts) are also undesirable for this process as these materials generally emit the fine particles as dust which is prone to clogging and destroying the machinery used to collect the vaporized contaminants (Sharma et al., 2004).
Types of Thermal Desorption and Processes Involved
The basic idea of thermal desorption requires heating the soil and thereby vaporizing the contaminants with a low boiling point, collecting these contaminants, and outputting the remediated soil. ”Three major principles control this phenomenon: volitilization; adsorption-desorption; and diffusion,” (Sharma et al., 2004). The heat applied by the desorber directly affects the low boiling temperatures of organic contaminants, and readily turns them into vapor, or volatilizes them. Adsorption is a property of the soil; it is the ability of the grains of soil to accumulate the contaminants on the surface of the particle. “As volatilization and temperature increase, the contaminants start to lose their ‘hold’ from the soil particle surface,” (Sharma et al., 2004). Less energy is needed to adsorb organic contaminants than it is to remove them (which is known as desorption) so adding energy to the system is required to remove contaminants from soil particle surfaces. The rate of desorption is also a function of diffusion, based off the characteristics of the contaminant. The overall thermal desorption process is usually carried out in three general steps. These include materials handling , post treatment, and desorption (Sharma et al., 2004).
The success of the remediation process largely depends on four factors: temperature, soil matrix, contaminant, and moisture content. Higher temperatures have been shown to greatly reduce the final concentrations of contaminants, but require more energy and result in higher cost. The soil matrix controls the complexity of the desorption process: sands and coarse grained materials desorb more easily than fine grained soils because there is less surface area. Some contaminants have the capacity to be adsorbed by soils more easily than others. The moisture content dictates the ability of all contaminants’ adsorption; moister materials adsorb contaminants better (Sharma et al., 2004). Many of these processes vary from site to site depending on the unique characteristics of the project. The general schematic for an ex-situ thermal desorption unit is shown in Figure 2.
Sorption occurs as a result of enthalpy related and entropy related forces. Entropy driven forces (such as hydrophobic bonding) are often much weaker than enthalpy forces (including polar chemicals). Usually sorption decreases with increasing temperature before desorption can occur. Temperatures needed for desorption are usually about 300 ⁰F or greater (Delle Site, 1999).

Figure 2: Generalized Schematic Diagram for ex-situ thermal desorption (NFESC, 1998a)
Materials Handling
It is the responsibility of this process to prepare the contaminated materials for treatment. This includes excavating (for an ex-situ thermal desorption method), drying, and screening the material before its input to the system.
The material is not always contaminated in a homogeneous manner so there are often different requirements for different contaminant concentrations. To run a more efficient clean-up program, the soils with the same level of contamination are usually stockpiled together, which requires a knowledge of where the contamination areas are located and is usually carried out by mapping the soil stratum. An example of this process is examined in the Freeman’s Bridge site case study (Floess et al, 2011).
Excess water content in the material can often increase costs, damage equipment, or decrease efficiency, and as a result there is sometimes a drying treatment that takes place prior to desorption treatment. This can be done with the aid of lime or sand addition, which is often mechanically mixed into the soil. While sand is most commonly used, it is not always the best option since additional energy must be used to account for increased mass being processed through the system. Lime, however does not add to the bulk density of the material and is often a favored addition. Yet, reactions can occur with sulfur and chlorine in contaminants to form salts at incineration temperatures, but these are minimized at desorption temperatures (Smith, 2001).
Screening is often important if there are large particles present in the material. To adequately desorb the contaminants, it is important to break down the material and expose the finer grains. When clay is present, a crusher can be used to break down large chunks into pieces of a more manageable size. It can also be used to remove debris, which is often present in dump cleanups (Floess et al, 2011).
Post Treatment Processes
This process is necessary to prepare the vapors produced from the desorption unit for disposal, including small particulate matter, as well as treating any remaining contaminants. Several solutions are common in many thermal desorption units, including bag houses, cyclones, afterburners, venturi scrubbers, wet scrubbers, and carbon adsorption units. An example of a thermal desorption system with several post treatment processes can be viewed in Figure 3.

Figure 3: Example of several post treatment systems (RASCO, 1993).
Bag Houses
Bag houses utilize a system of permeable bags, which collect small particulate matter. Gases entering a bag house must be cooled with a separate gas cooling system. Usually filtered particles are on the order of magnitude of 10 micrometers or less (Sharma et al., 2004). If the particulate matter is contaminated, the permeable bags require further decontamination or special disposal (RASCO, 1993).
Cyclones
These filters are also designed to remove entrained particles; however these are specialized to remove larger particles than bag houses. Through inertial separation, cyclones can usually extract particles in the range of 15 micrometers or larger (Sharma et al., 2004).
Afterburners
Afterburners are used as another decontamination treatment. Although they are not always necessary depending on site and design regulations, without them, gas is usually required to be treated offsite, which can add additional costs. Afterburners use high heat to destroy the residual organic compounds, and as a result, exit gases have very high temperatures (Sharma et al., 2004).
Venturi Scrubbers
These filters are used to extract sulfur dioxide and hydrogen chloride, but are also used to remove particles greater than or equal to 5 micrometers. One disadvantage of venture scrubbers is that water is required to remove the particles (Sharma et al., 2004).
Wet Scrubbers
Wet scrubbers utilize an alkali reagent to neutralize acids left over in the exit gases. This is done to prevent corrosion on steel throughout parts of the desorption system (Sharma et al., 2004).
Carbon Adsorption Unit
These can replace afterburners by reducing the amount of gas that requires offsite treatment. Usually, these use activated carbon, which has an extremely high surface area to accumulate contaminants.
Testing
Post treatment testing is also carried out to ensure quality control and consistent remediation. This is also done to track the efficiency of the method used as well as the effectiveness (Sharma et al., 2004).
Desorption Processes
There are a variety of methods for desorption processes. For ex-situ processes, these include batch or continuous feed reactors, co-current or countercurrent systems, direct or indirect fired heaters, and low or high temperature reactors. Thermal desorption usually refers to ex-situ processes but several in-situ processes exist. For each of these types, there are a several design parameters that go into designing the process and equipment.
Batch and Continuous
A batch-feed reactor works by accepting and heating a discrete amount of material. This allows the residence time to be exactly the amount of time that the material is placed in the reactor. It also allows for the residence time to be varied easily, as each batch load can be different. The batch reactor can also utilize a vacuum system since it is sealed in the reactor. This is useful because the gas stream exiting the reactor is made up of only the contaminants, including some particulate matter, the exiting transfer gas (usually an inert gas to prevent the contaminants from oxidizing), and water. This significantly reduces the volume of gases, which needs to be condensed. In addition, a vacuum environment reduces the temperature for desorption, which reduces the energy to heat the reactor as well to cool the gases (Smith et al., 2003). Batch feed systems are further divided into mixing or static system. Mixing within a drier or during the drying process can increase the amount of heat the soil is exposed to, thereby increasing the efficiency of the desorption (USEPA, 1994). Mixing systems often include a rotating drum that mixes the soil as heating occurs. Static systems are often rectangular structures that can be sealed as heating occurs.
Continuous-feed reactors can take advantage of large processes of material, and operate continuously until maintenance is needed. These systems usually utilize either a rotating drum or conveyor to transport soil through the desorber. An advantage of a continuous-feed reactor is that direct or indirect heating can be applied. This offers more variability so the system can be tuned to remediate a specific case of contamination or soil (NFESC, 1998a). Much like batch-feed systems, continuous-feed systems can be either mixing or static. Mixing is achieved using the rotating drum while static systems use a conveyor.
Continuous-feed systems can adjust the residence time for each case. This is done by adjusting the slope, S, and the rotation rate, rpm:
t = (0.19 * LT ) / ((rpm) * D * S) (Sharma et al., 2004)
Where t is the residence time, LT is the length of the reactor, and D is the diameter. The residence time can also be determined based on the relationship of the initial and final concentrations of the contaminant and the desorption rate:
Csf / Csi = ek*t(Sharma et al., 2004)
Where the Csf and Csi are the desired (final) and initial concentrations of the contaminant, respectively, k is the desorption rate and t is the residence time. In many cases, however, residence time is most accurately determined through tests of the equipment using contaminated soil samples (Sharma et al., 2004).
The typical residence times are highly variable depending on the type of thermal desorption system, and are most accurately determined on site. Typical values for the solids residence times can vary from 3 to 70 minutes. Rotary dryer systems tend to have residence times closer to 3 to 7 minutes while thermal screws have much higher residence times (3- to 70 min) (Environment Canada, 2002). Dimensions of these systems can range from 2 to 4 feet in diameter, and up to 20 feet in length. Desorption rates depend on the dimensions of the thermal desorption unit, residence time, contaminants, and soil characteristics.
Co-current and Countercurrent
This refers to the flow direction of the combustion gases. If the flow of gases follows the direction of the material going through the desorber, then it is considered to be a co-current desorption system. If the gases and soil flow in opposite directions, then it is considered a countercurrent desorption system. Co-current desorption systems produce combustion gases that are at much higher temperatures than countercurrent desorption systems, usually about 10⁰ C to 38⁰ C higher. Soils also exit the desorber at much higher temperatures. Because of this high exit gas temperature, exit gases typically enter an afterburner before being cooled for a filtering through a bag house. Countercurrent desorption systems usually pass the combustion gases through a bag house before the afterburner. The main advantage to using a countercurrent flow system is the small amount of contaminated particulate matter present in the gas stream. This results in less downstream cleaning equipment (RASCO, 1993). An example of a countercurrent system can be seen in Figure 4, below.
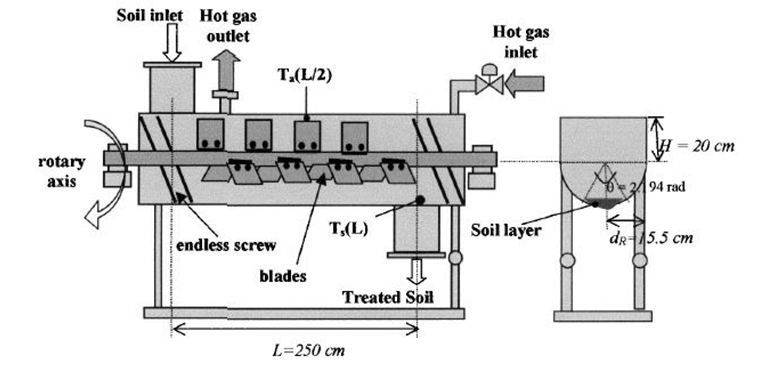
Figure 4: An example of a countercurrent design (Mechati et al., 2004)
Direct and Indirect
Thermal desorption units can be further classified as either direct-contact or indirect-contact. Direct-contact desorbers are designed to allow direct contact between an open flame and the soil. These direct-contact systems are usually used for continuous-feed systems that use an inclined rotating drum. Soil is fed into one end of the drum, comes into contact with an open flame, and exits the drum on the downstream end.
Unlike direct-contact systems, indirect-contact systems do not allow contact between the flame and the soil. Indirect-contact systems can be implemented for either batch-feed or continuous-feed systems, but often use heated steam to enhance heat transfer (Midwest Soil Remediation, 2013a).
Low and High Temperature
The temperature plays one of the most crucial roles in the thermal desorption process. While the pressure of the reactor is also important, only a temperature increase can volatize some of the more potent pollutants (Mechati et al., 2004). Low temperature thermal desorption uses temperatures ranging from 93⁰ C to 316⁰ C, while high temperature thermal desorption ranges from 316⁰ C to 538⁰ C. Low temperature desorption preserves organic components of the soil and its physical characteristics. Thus, the soil can be reused for biological purposes. High temperature desorption can reduce potent contaminants to less than 5 ppm, even though many of the natural soil properties may be altered (Sharma et al., 2004).
In-Situ
Thermal desorption can also be classified as in-situ or ex-situ depending on the location of the treatment. All of the above classifications are used for ex-situ desorption and require excavation of the soil. In-situ solutions do not require excavation as treatment occurs in the ground.
In-situ thermal desorption solutions are much like soil vapor extraction solutions in that they heat the contaminated earth in-situ, and trap the volatilized contaminants for treatment. In-situ heating can be achieved by using a thermal blanket, or thermal wells. Thermal blankets are usually about 8 feet by 20 feet and are overlapped to cover the entire area (Sharma et al., 2004). Thermal blankets offer a short set up time, but are limited to reaching roughly 3 feet below ground surface. Thermal wells involve lowering a heater and a vacuum into a well to a depth below the surface to effectively treat a large contaminated volume. The vacuum is used to collect the vapor produced during the desorption process (Sharma et al., 2004).
Two methods are used to heat the soil in an in-situ case. These include powerline frequency heating (PLH), and radio-frequency heating (RFH). The PLH method involves using resistive heat generated by an alternating current, while the RFH method uses high energy radio waves to transfer heat through the soil strata. Because PLH works by using the soil moisture as the conductive path for the energy, it only works to about 100⁰ C, when the water vaporizes. At this point, the soil resistance becomes too great for the method to be effective. RFH works based on the dielectric properties of the soil and the frequency of the radio waves. If the frequency of the heater matches the impedance of the soil, the soil can reach temperatures of 250⁰ C or greater. However, lower frequencies can reach greater depths (Sharma et al., 2004).
Applicability
Contaminants
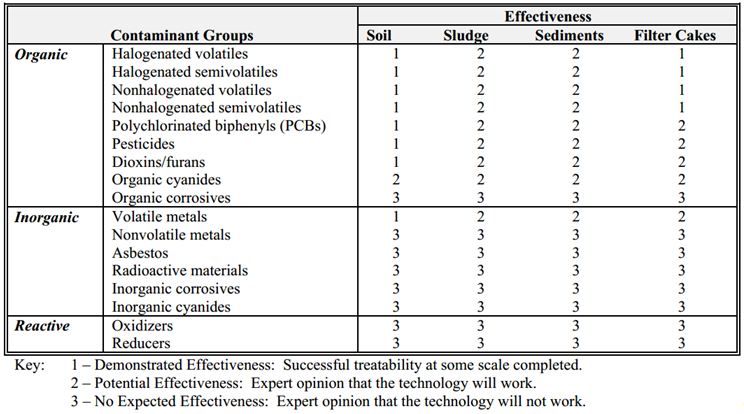
Thermal desorption is feasible on a wide variety of materials that are contaminated with many different types of organic contaminants and volatile inorganics. Thermal desorption has been proven effective on soil, sludge, filter cake, and sediments contaminated with petroleum products, volatile and semivolatile organic compounds (VOCs or SVOCs), and pesticides. Generally, any contaminants that are volatile at a temperature at or below 1200 ⁰F can be treated by thermal desorption. Table 1 was generated by the NFESC and illustrates what contaminants have been proven, what contaminants could potentially be removed by thermal desorption, and what contaminants are not expected to be removed from various soils.
Table 1: Effectiveness of Thermal Desorption on General Contaminant Groups for Soil, Sludge, Sediments, and Filter Cakes (NFESC, 1998a)
Particle Size Distribution
Particle size distribution is important for many remediation technologies, but especially thermal desorption because of the “carry over effect,” i.e., soils that have a high content of fines (particles smaller than 0.075 millimeters or 75 micrometers) are troublesome for thermal desorption because they are small enough to be suspended in the gas stream and can be carried in the exit vapor stream rather than traveling with the bulk of the treated soil. This is problematic because the carry over effect can cause clogging in the treatment system and often impedes the capability of the fines removal system present at the end of the treatment line. Usually, the fines removal system captures fines and returns them to the bulk soil, but if the treatment system is overloaded with fines, some fines might pass through to the atmosphere.
Another consideration is that large particles are not desirable for thermal desorption. Generally, particles above 2 inches in diameter are removed before treatment with thermal desorption (NFESC, June 1998). These large particles are removed because they can lead to in insufficient heating due to self-insulation. These large particles have much less surface area per unit mass so there is much less heat transfer between the system and the particle,leading to inefficient volatilization of contaminants. If the particles get larger in size, they might also be a problem for the physical structure of the treatment system (NFESC, 1998b).
Composition
It is also important to determine the degree of clay, silt, sand, and gravel of the soil. The ideal composition for treatment via thermal desorption is an unconsolidated sandy soil that may have some gravel. Clays and silts are less ideal because they tend to agglomerate into larger particles which are less susceptible to complete heat transfer and therefore contaminants are not completely volatilized. Agglomeration also occurs in soils with high humic content (FRTR, 2008). Although the high heat volatilizes some organic material, large clumps of soil that have been formed before treatment take much longer to treat than unconsolidated material.
To determine the thermal properties of the soil, in situ testing must be used. This can be done by using single and dual heat probes. Single heat probes apply heat continuously at a constant rate, and the temperature of the soil adjacent to the probe is measured. This measures the rate that the heat is conducted by the soil. Dual heat probes uses two prongs, one to transmit the heat and one to receive the response of the soil. The advantage with the dual heat probe is that the distance between the prongs is known, so the thermal diffusivity and volumetric heat capacity can be determined.
Plasticity
Plasticity is an indication of how much the soil will agglomerate. Soils that have high plasticity can form clumps and impede heat transfer and volatilization of contaminants. Plasticity also impacts the capability of the soil to stick to other surfaces like the heat transfer of the thermal desorption system. This sticking decreases heat transfer efficiency and also might cause problems with handling.
Moisture Content
The moisture content of the soil is very important for thermal desorption. Generally an acceptable range is between 10% and 20% water. Soils that contain less than 10% water may not be heated as efficiently due to the increased heat transfer of the steam. The steam increases thermal efficiency because it can also transfer heat into the contaminated soil.
A water content above 20% is detrimental to thermal desorption for two reasons; increased heating requirements for a given soil, and increased material needing treatment by the vapor treatment stream. All the water present in the soil is vaporized because of increased temperatures present in a thermal desorption system and therefore this process takes away some of the heat that could be used to volatilize contaminants. Increased water content may require reducing the feed rate and increasing the temperature therefore increasing cost and treatment time. This steam then increases the strain on the vapor treatment system by increasing volume needing treatment.
Advantages
Time Effective
One major advantage of thermal desorption is that it can be extremely fast. Depending on soil and contaminant conditions, throughputs between 20 and 160 tons/hour have been achievable (NFESC, 1998b). Because of the speed achievable by thermal desorption, it is often used for time sensitive projects.
Cost Competitive for Large Volumes
As Table 2 shows, the cost per ton for a small site is much higher than that for a large site, but for any site above 1000 cubic yards thermal desorption is more cost effective than many other remediation strategies. Taking the density of typical soil as 1.2 ton/cubic yard, thermal desorption is more cost effective for sites requiring treatment of more than 1200 tons, which results in a unit cost of about $70/ton for petroleum-contaminated soils (NFESC, 1998a).
Table 2: Cost Comparison Data for Different Project Sizes (NFESC, 1998a)

Use in Remediating “Hot Spot” Sources
Thermal desorption is also used to remediate sites that have not been extensively contaminated. Thermal desorption requires excavation to treat the soil, so treatment of small extensively contaminated areas is possible, whereas other treatment systems cannot treat such small volumes of soil. This is often utilized in gasoline spills where the gasoline has not had a chance to migrate through the soil (EPA, 2001).
Versatility
Thermal desorption is one of the more versatile treatment methods because it can be implemented either on site or off site. For large projects it is often desirable to use an onsite treatment system to cut down on transportation costs, but for small projects it is often not cost effective to invest the capital needed to have an on site thermal desorption unit. Small projects that do not use on site treatment methods require transportation costs, but these transportation costs are often much lower than using on site treatment.
Soil Recyclability
Thermal desorption is often used in cases where the soil is to be reused after treatment. Thermal desorption is an ideal system for such projects because the treatment occurs onsite, and does not change the physical characteristics of the soil. Thermal desorption may require watering after treatment because the moisture present in the soil before treatment will be removed, but the soil is otherwise the same in the case of low temperature thermal desorption.
Disadvantages
Requires Excavation
One major disadvantage of thermal desorption is that it requires the soil to be excavated. This tends to increase costs compared to in-situ treatment strategies. Excavation also restricts the easily accessible depth of treatment to about 25 feet below ground level, the reach of a standard crane (EPA, 2001).
Footprint or Transportation
For onsite thermal desorption systems, a large land area or “footprint” is often required. This footprint is not only due to the system itself, but if the soil is not immediately being replaced, land will need to be allocated for soil storage. If an onsite unit is not feasible, the other alternative is an offsite system. Instead of requiring a large footprint, transportation costs are needed to transport the contaminated soil to the treatment site, and to transport processed soil back to the site.
Preprocessing
Because thermal desorption requires specific soil conditions, the contaminated soil may need to be processed before entering the thermal desorption system. Examples of these pretreatment possibilities include soil shearing if the soil is agglomerated, screening or crushing if the soil has large particles, and dewatering if the soil has above 20% moisture content.
Cost
The cost of thermal desorption systems is highly variable. Depending on the site conditions, thermal desorption unit, and contractor, the cost could be anywhere from a few hundred thousand dollars to a few million dollars for a given project. Table 3 illustrates the different costs for different thermal desorption technologies based on a per ton basis.
Table 3: Typical Cost Information (NFESC, 1998a)
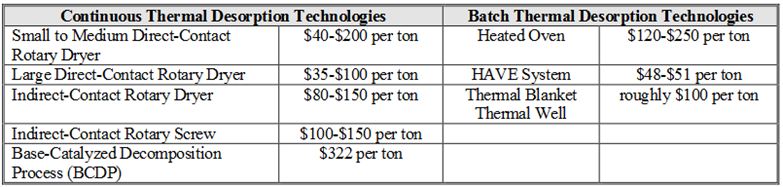
It is important to note that Table 3 is only treatment cost. Treatment cost does not include all costs associated with planning, regulation, excavation, or restoration of the site, but purely the cost of running the thermal desorption unit. It can be expected that the values in Table 3 are about one third of the total costs associated with the restoration project as a whole (NFESC, 1998a).
These costs are a very rough estimate because the cost of thermal desorption is very dependent on moisture content, type of contaminants, concentration of contaminants, and quantity of treatable material. If the soil has more than 20% moisture content, dewatering is necessary, and the cost of the system as a whole will go up. Similarly, when the volatilization temperature or concentration of the contaminants goes up, the operating temperature and residence time will increase respectively.
Table 4: Cost Comparison Data for Different Project Sizes (NFESC, 1998a)

Although total costs go up with quantity of material, the unit cost per ton of contaminated soil goes down as the quantity goes up. This phenomena is present for most remediation strategies, but especially so for thermal desorption. Therefore, the unit costs for large quantities of contaminated soil for thermal desorption are lower than competing strategies.
Regulatory Considerations
The regulations applicable to thermal desorption are somewhat fluid because no one definition of thermal desorption is widely accepted. The EPA defines thermal desorption as:
“…an ex-situ remedial technology that uses heat to physically separate petroleum hydrocarbons from excavated soils. Thermal desorbers are designed to heat soils to temperatures sufficient to cause constituents to volatilize and desorb (physically separate) from the soil. Although they are not designed to decompose organic constituents, thermal desorbers can, depending upon the specific organics present and the temperature of the desorber system, cause some of the constituents to completely or partially decompose” (USEPA, 1994).
This definition does not define thermal desorption as an incineration process, but leaves that option open by saying that “although they are not designed to decompose organic constituents, thermal desorbers can… cause some of the constituents to completely or partially decompose,” (EPA, 1994) meaning that they are incinerated. Because of this definition, thermal desorption may have differing regulations depending on operating conditions.
According to the NFESC there are two main regulatory considerations for thermal desorption that have to be taken into consideration, siting regulations and operational regulations (NFESC, 1998a).
Siting Regulations
Siting regulations deal with what must be done before a thermal desorption unit is placed. These siting regulations are similar to regulations that involve siting for a building. For example, a thermal desorption unit may not be placed in a regulated wetland, or transition zone without proper permitting. These regulations are generally easier to meet than operational regulations.
Operational Regulations
Operational regulations deal with the daily operation of the thermal desorption system and involve regulation of the influent and effluent material. Applicable regulations include the Clean Air Act, the National Pollutant Discharge Elimination System (NPDES), the Comprehensive Environmental Response, Compensation, and Liability Act (CERCLA) Regulations, and may include the Resource Conservation and Recovery Act (RCRA) regulations.
Clean Air Act and NPDES
Both of these regulations relate to the effluent stream of the thermal desorption unit. The Clean Air Act relates primarily to the effluent gas stream generated by volatilization of the contaminants, but could also relate to the effluent soil if particles are small enough to be suspended in the air. The NPDES relates to wastewater point sources that will reach natural waters. The NPDES is of concern for thermal desorption systems because condensation of the gas stream may be discharged onsite and would require permitting or treatment.
CERCLA
CERCLA regulations typically involve the selection of the remedial technology being used. Several factors need to be considered before a given remedial technology can be implemented. These factors include long-term effectiveness, reduction of toxicity, implementability, cost, and state acceptance among others. Generally these CERCLA regulations must be considered before selection of thermal desorption as the remedial technology of choice.
RCRA
The RCRA specifically applies to treatment of hazardous waste, i.e. how it is generated, treated, stored, and disposed. The RCRA must be considered when the soil being treated is classified as hazardous, meaning that it exhibits a hazardous characteristic, or contains a hazardous waste. Many times, thermal desorption is used to remediate hazardous material, therefore requiring RCRA permitting.
Case Study: 34 Freeman's Bridge Road
History and Contamination
Located in Glenville, New York, the site is in an area comprised of both residential and commercial land uses. From the late 1940’s to 1972, the area was used by Kitchton Cooperage Company, which specialized in recycling drums and other containers from local industries. Usually containing nonhazardous waste, the barrels were emptied, repainted and prepared for reuse. When Kitchton sold the land in 1978, the next owner, Lyon’s Ventures, Inc. continued to use the land for waste disposal, but began accepting hazardous waste in addition to construction wastes and debris (Desnoyers, 2004).
In 1984, the New York State Department of Environmental Conservation (NYSDEC) deemed the site dangerous and considered it to be a Class 2 disposal site by the Registry of Inactive Hazardous Waste Disposal Sites. This classification was mostly due to the 80, 55-gallon drums of hazardous waste, which were stored on the property. Lyon’s Ventures, Inc. claimed to have properly disposed the drums at the direction of the NYSDEC and the classification was removed. Yet, in 1989, 80 “new” drums were discovered on the property, and the NYSDEC removed the drums and fined the owner. At this point, the site was considered to be safe since the drums no longer existed on the property (Desnoyers, 2004).
By 1996, the property was being considered for commercial development. When the area was investigated for potential contamination due to its questionable history, excessive contamination was discovered in the form of polychlorinated biphenyls (PCBs) in concentrations of 100 ppm or more in different areas of the property. Needless to say, commercial development was impossible under the current site conditions. The NYSDEC ordered an Immediate Investigation Work Assignment in June of the same year, and several test pits and monitoring wells were installed around the site. The results showed the PCBs existed in the surface soils (top 2 feet of soil strata) at concentrations of 33 ppm and in subsurface soils at 980 ppm. Overall in addition to PCBs, wastes around the site included volatile organic compounds (VOCs), semivolatile organic compounds (SVOCs), and metals. The groundwater was found to have wastes in the form of dissolved phase and non-aqueous phase liquids (NAPLs). The site was re-listed as a Class 2 site on the registry in December of 1996 (Desnoyers, 2004).
The site is located on the flood plain of the Mohawk River, which comes within 90 meters of the property line at its closest point (see Figure 5, below). The Mohawk River is considered a suitable drinking source, so remediation of the site was imperative. The soil stratum of the site includes fill at the top, fine-grained alluvium below, deep sand, glacial till, and finally bedrock. The fill is considered to be the major zone of contamination from the dumping while the area was owned by the Kitchton Cooperage Company (Desnoyers, 2004).

Figure 5: Aerial photo of 34 Freeman’s Road (Floess et al, 2011)
Remediation Solution and Design
The primary goals of the remediation process were to eliminate or acceptably reduce the exposures of people at the site to contaminants, and the migration of the contaminants into the greater environment. Thermal desorption was chosen as the best option due to an estimated small amount of contaminated materials transported on public thoroughfares, low landfill volume needed for disposal, and its comparable costs to other possible remediation methods (Floess et al, 2011).
In order to design an appropriate remediation plan, the distribution of the contaminants was mapped. First, concentrations of contaminants were measured by means of test pits and borings, along with geophysics to locate buried drums. A 50 foot by 50 foot grid was placed over the entire property and 2 foot vertical increments were extended below the ground surface. This created 50 by 50 by 2 foot boxes, which were categorized based on the concentration of contaminants. These categories included “Clean,” “Nonhazardous” for concentrations of PCBs less than 50 ppm, “Hazardous” for concentrations of PCBs greater than or equal to 50 ppm, and “Metals Containing Soils” for areas which were not treatable by thermal desorption. 50 ppm was chosen as the cutoff because the Toxic Substances Control Act (TSCA) defines concentrations greater than 50 ppm as hazardous. The treatment specifications for thermal desorption depend on whether the material is considered hazardous by the TSCA. About two-thirds of the contaminated volume was considered “Nonhazardous,” one-sixth was considered “Hazardous,” and the remaining sixth was considered to be “Metals Containing Soils” (Floess et al, 2011).
Environmental Soil Management, Inc. (ESMI) was hired to remediate the “Nonhazardous” soils and TD*X Associates, LLP was hired to remediate the “Hazardous” soils. Both firms were subcontractors to D.A. Collins Environmental Services, Inc. (Floess et al, 2011).
ESMI used direct heated thermal desorption to remove the contaminants. The material was fed into the rotating cylinder with a gas-fired burner which was heated to 510⁰ C at its entrance. The organic contaminants were transferred with the hot gas to an attached treatment system where it was filtered to release the hot gas and treat the contaminants. They were treated by a direct fired oxidizer to reduce them to carbon dioxide, water and a small amount of hydrochloric acid. The treated material was tested to ensure quality before being backfilled into the excavated area. ESMI successfully treated the materials to below the target ranges of less than 1 ppm total PCB and less than 10 ppm total carcinogenic SVOCs and total VOCs (Floess et al, 2011).
TD*X used indirect heated thermal desorption to treat the “Hazardous” soils. Like the direct thermal desorption, the material was fed into a dryer, except the entire cylinder was heated within a furnace so the material was heated by conduction. An inert nitrogen atmosphere was employed to transfer the contaminants to an attached gas treatment unit. There, they were condensed to a liquid so that they could be disposed of at a TSCA approved offsite facility. The gas treatment attachment also produced several extra byproducts: the non-condensable oxygen was recycled through the system for odor control and condensed water from soil moisture was used to cool the machinery. Nitrogen had to be added periodically to keep the balance of nitrogen and oxygen equal within the dryer. The treated soil was also tested to ensure quality control before being backfilled. TD*X also reached the target contamination goals of the project (Floess et al, 2011).
TD*X experienced problems with their design after a short amount of time. Due to roofing materials disposed in the dump, the condensed contaminants included a tar-like substance, which clogged the condensing machinery. TD*X developed a solution with their equipment, however it was found to increase cost and time of the remediation project. Based on these factors, the NYSDEC decided to simply transport the material for offsite disposal, contrary to the original plan (Floess et al, 2011).
Conclusion
Several sustainability factors were examined during the remediation processes, comparing the thermal desorption method to a simple landfill disposal method. These factors included emissions from fuel consumption, energy consumption, work accidents, and dust emissions. The study showed that thermal desorption used considerably more fuel (and resulted in more fuel emissions) than had the material simply been trucked to a landfill. However, accidents were considered to be much lower with thermal desorption assuming driving accidents could be considerably diminished. In addition, landfill space preservation and less roadway use was also viewed as a large advantage with this method (Floess et al, 2011).
The direct thermal desorption proved to be a very successful and viable option for remediating contaminated sites like 34 Freeman’s Bridge Road. Due to the unexpected roofing materials mixed in with the other contaminants, the indirect thermal desorption was not a satisfactory remediation technique for the “Hazardous” material. Had this waste been excluded from the project, the implementation would have been much more successful.
Case Study: Industrial Latex Superfund Site
History and Contamination
Located in Wallington, New Jersey in a mixed residential and industrial area, Industrial Latex (IL) operated from 1951 to 1983. IL was a manufacturer of synthetic rubber compounds as well as chemical adhesives. The manufacturing processes for these products involved using solvents made up of volatile organic compouns (VOCs) as well as polychlorinated biphenyls (PCBs). After the company closed this location, the New Jersey Department of Environmental Protection (NJDEP) conducted an investigation in 1980 in response to complaints from a local official. Approximately 1600 open and leaking drums with various chemical compounds were found around the site (Miller, 1997) in addition, chemicals containing VOCs, SVOCs and PCBs were improperly disposed of in sanitary systems on the property. From 1986 to 1987, the United States Environmental Protection Agency (USEPA) stepped in and removed over 1,200 drums and 22 underground storage tanks. The site was added to the Superfund National Priorities List in March of 1989 after the EPA found contamination extended throughout the site (USEPA, 2003).
The property is located in the Passaic River basin (see Figure 5, below) with runoff flows running eastward towards a channel, which only flows during the wet seasons. In 1986, the U.S. Geological Survey measured the groundwater quality of the area (including wells outside the facility’s property limits) to find VOCs present in many of the locations. It was estimated that about 71,000 people used potable water drawn from wells within 3 miles of the site (Miller, 1997).

Figure 6: Map of Latex Industries facility in relation to Passaic River, note: facility is located in the black trapezoid (Miller, 1997)
A remedial investigation and feasibility study was carried out by the USEPA between 1988 and 1992. This investigation declared the severity of the contamination and examined several different methods for remediation. In addition to the drums removed during 1986-1987, the investigation showed that there were also buried drums located around the property (Miller, 1997). A record of decision (ROD) was issued by the USEPA in September of 1992 which selected thermal desorption as the best remedy for the contamination (USEPA, 2003).
Remediation Solution and Design
The remediation goals consisted of lowering the concentration of PCBs to less than 1 ppm, the concentration of Arsenic to 20 ppm or less, and the concentrations of SVOCs: BEHP to 46 ppm or less and 3,3’-Dichlorobenzidene to 1.4 ppm or less (USEPA, 2003).
A “triple shell dryer” thermal desorption unit manufactured by Tarmac Industries was used for the remediation which is a form of indirect heated thermal desorption. The dryer consists of a rotating cylindrical kiln with two concentric cylinders, which supplied the heat. The system remediated soil at about 225 tons per day. The gases from the system were sent through a scrubber, venturi, and spray tower before finally exiting through activated carbon and high-efficiency particulate air filters. Water was recycled from the scrubber, venturi, and spray tower to rehydrate the treated soils. Treated soils were used as backfill for the site. Filter cakes as well as the recovered contaminants were treated and disposed offsite. A schematic of the design is referenced below in Figure 6.
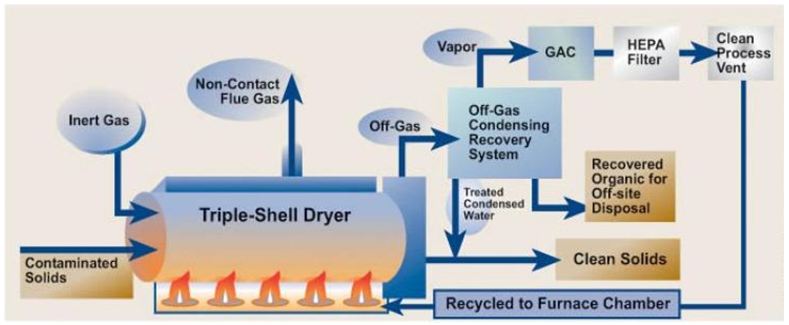
Figure 7: Triple Shell Dryer thermal desorption schematic (USEPA, 2003)
It was found that elevated levels of particulate formed at the stack during operation. To address the issue, engineers altered the HEPA filter housing to use a positive pressure seat and damper so that the combustion pressure would be maintained at a positive level. This did not affect the results of the thermal desorption. With maintenance being performed about once every 2 weeks, the system was operational for about 74% of the 14 months it was in use (USEPA, 2003).
Conclusion/Results
During the operation of the remediation plan, from April 1989 to June 2000, a total of 53,685 cubic yards of material were processed through the thermal desorption system. The analysis of the treatment showed that on average, PCBs were reduced to 0.16 mg/kg (equivalent to 0.16 ppm), SVOCs were reduced to 0.37 mg/kg, and 1.63 mg/kg for arsenic. Of the 260 stockpiles of soil, 16 had to be retreated because they did not meet the goals established for the project. The calculated cost came out to about $292 per cubic yard of material (USEPA, 2003). Thermal desorption proved to be a viable option for this case and worked very successfully.
Recommended Reading
- Naval Facilities Engineering Service Center (NFESC). (1998, April). “Application Guide for Thermal Desorption Systems.” NFESC, Port Hueneme, CA (Feb. 24, 2013).
- NFESC. (1998, February). “Overview of Thermal Desorption Technology.” NFESC, Port Hueneme, CA (Feb. 24, 2013).
- Sharma, H. D., and Reddy, K. R. (2004). “Thermal Desorption.” Geoenvironmental Remediation: Site Remediation, Waste Containment, and Emerging Waste Management Technologies, Wiley, Hoboken, NJ, 445-456.
References
- Delle Site, A. (1999). “Factors Affecting Sorption of Organic Compounds in Natural Sorbent/Water Systems and Sorption Coefficients for Selected Pollutants. A Review.” Italian National Agency for New Technologies, Energy and Sustainable Economic Development (ENEA), Environmental Department.
- Desnoyers, D. A., (2004). “Record of Decision: 34 Freeman’s Road Bridge Site.” New York State Department of Environmental Conservation.
- Environment Canada. “Soil Remediation: Low Temperature Thermal Desorption.” http://www.on.ec.gc.ca/pollution/ecnpd/tabs/tab13-e.html> (Nov. 19 2002).
- Floess, C. H., Thorpe, M., Hoose, L., and McDonough, S. (2011). “Freeman’s Bridge Road Site Remediation Using Thermal Desorption.” Geo-Frontiers, 846-855.
- Federal Remediation Technologies Roundtable (FRTR). (2008, July). “Data Requirements for Soil, Sediment, and Sludge.” ">http://www.frtr.gov/matrix2/section2/2_2_1.html> (Mar. 11, 2013).
- Mechati, F., Roth, E., Renault, V., Risoul, V., Trouve, G., Gilot, P. (2004). “Pilot Scale and Theoretical Study of Thermal Remediation of Soils.” Environmental Engineering Science, 21(3), 361-370.
- Midwest Soil Remediation. (2013a). “More About Thermal Desorption.” ">http://www.midwestsoil.com/thermal-desorption/more-about-thermal-desorption/> (Mar. 14, 2013).
- Midwest Soil Remediation. (2013b). “Thermal Desorption Projects.” ">http://www.midwestsoil.com/gallery/thermal-desorption-projects/> (Mar. 18, 2013).
- Miller, S. M. (1997, August). “Site Review and Update: Industrial Latex Corporation.” New Jersey Department of Health and Senior Services, Consumer and Environmental Health Services.
- Naval Facilities Engineering Service Center (NFESC). (1998a, June). “Application Guide for Thermal Desorption Systems.” NFESC, Port Hueneme, CA (Feb. 24, 2013).
- NFESC. (1998b, February). “Overview of Thermal Desorption Technology.” NFESC, Port Hueneme, CA (Feb. 24, 2013).
- RASCO, Inc. (1993, February). “Low Temperature Thermal Desorption Processes for the Remediation of Soils Contaminated with Solvents, Hydrocarbons, and Petroleum Products.” U.S. Army Environmental Center, Aberdeen Proving Ground, MD.
- Sharma, H. D., and Reddy, K. R. (2004). “Thermal Desorption.” Geoenvironmental Remediation: Site Remediation, Waste Containment, and Emerging Waste Management Technologies, Wiley, Hoboken, NJ, 445-456.
- Smith, M. T., Berruit, F., Mehrotra, A. K. (2001). “Thermal Desorption Treatment of Contaminated Soils in a Novel Batch Thermal Reactor.” Ind. Eng. Chem. Res., 40(23), 5421-5430.
- Sullivan, T. P., (1997). “Thermal Desorption: A Technology Review.” Texas A&M University.
- United States Environmental Protection Agency (USEPA). (1994, October) “Chapter VI: Low-Temperature Thermal Desorption.” How to Evaluate Alternative Cleanup Technologies for Underground Storage Tank Sites: A Guide for Corrective Action Plan Reviewers, USEPA.
- USEPA. (2001, February). “Low Temperature Thermal Desorption.” ">http://www.epa.state.il.us/community-relations/fact-sheets/southeast-rockford/southeast-rockford-9f.html> (Mar. 14, 2013).
- USEPA Office of Solid Waste and Emergency Response. (2003, June). “Cost and Performance Summary Report: Thermal Desorption at Industrial Latex Superfund Site.” USEPA.
 Lukas Vander Linden
Lukas Vander Linden  Ian McCreery
Ian McCreery 
Industry News


Enable true ground-informed design in Civil 3D



Events

19th European Conference on Soil Mechanics and Geotechnical Engineering, Istanbul, Türkiye

The 10th International Congress on Environmental Geotechnics

11th European Conference on Numerical Methods in Geotechnical Engineering

1st International Conference on Sustainability in Geotechnical Engineering (ICSGE 2027)

The 4th International Conference on Press-in Engineering 2027 (ICPE2027)

International Symposium on Cone Penetration Testing (CPT'27)

Rocscience International Conference 2027: Geotechnics, Structures & Hydro in the Age of AI

IS-GI Lyon 2027: International Symposium on Ground Improvement











5 COMMENTS
Prof. D N Singh*
Mar, 23, 2013 Dear Ian and LucasExcellent job.
However:
1) How would you determine thermal properties of soils/sediments?
2) Up to a certain temperature range, the sorption increases and hence what is that critical temperature, for different soil-contaminant systems, at which desorption will start.
Best wishes!
DNS
Ian McCreery
Apr, 20, 2013 Professor D N Singh,Thank you for your comment, we addressed your question regarding the thermal properties of the soil in the "Applicability" section, under the heading "Composition."
We also answered your other question regarding the sorption of the soil in the section "Types of Thermal Desorption and Processes Involved."
Thanks again for visiting and reviewing our website. Your comments are valuable to us.
Ian and Lukas
Edit Comment
Sally Simpson*
Apr, 01, 2013 Ian and Lucas,thanks for a valuable review of thermal desorption. A question: in the equations that you show about the residence time, what are the typical values for the length of the reactor and diameter. Also, what is a typical value for a desorption rate? Does it vary for different types of soils? I would be most interested for field data (based on case histories) as opposed to laboratory data.
Ian McCreery
Apr, 20, 2013 Sally Simpson,Thank you for your comments, we addressed your questions in the section "Types of Thermal Desorption and Processes Involved" under the heading "Batch and Continuous." We hope this clears some things up.
Ian and Lukas
Edit Comment
Cassandra*
Dec, 11, 2015 Oh my goodness! Amazing article dude! Thank you so muchThanks!!